Inglés
Inglés

 Japonés
Japonés
 Coreano
Coreano
 Alemán
Alemán
+1 (408) 571 8651
(086)+1 (408) 571 8651

Las ventanas de filtro IR, también conocidas como filtros ópticos de infrarrojos, son componentes críticos en una amplia gama de aplicaciones, desde la imagen térmica y la visión nocturna hasta la detección de gases y el diagnóstico médico. Estos filtros suelen estar fabricados con materiales duros y quebradizos como el germanio, el silicio, el zafiro o el vidrio calcogenuro. Para mantener su integridad óptica y su rendimiento, deben cortarse con una precisión extremadamente alta y un daño superficial mínimo.
Cutting IR filter windows with diamond wire ha surgido como un método fiable, eficaz y poco estresante que satisface los exigentes requisitos de las modernas tecnologías de infrarrojos. Este artículo explora las ventajas, el proceso y la idoneidad del corte con hilo de diamante en la producción de componentes ópticos de infrarrojos.

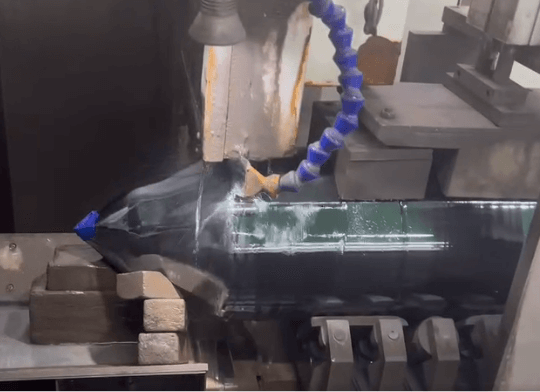
máquina de corte de perfiles
Los sustratos de filtros IR plantean retos de mecanizado únicos debido a sus propiedades físicas y químicas:
Naturaleza quebradiza: Materiales como el zafiro o el germanio pueden agrietarse o astillarse fácilmente durante el procesamiento mecánico.
Gran dureza: Las herramientas convencionales se desgastan rápidamente al mecanizar materiales duros.
Tolerancias estrictas: Los filtros ópticos requieren un control preciso del grosor, planitud y poco daño en los bordes.
Sensibilidad superficial: Los arañazos o daños en la subsuperficie pueden degradar la transmitancia infrarroja.
Estos retos descartan muchos métodos de corte tradicionales, como las sierras de corte en dados, el corte por láser o las cuchillas abrasivas, sobre todo cuando se trata de obleas delicadas y finas o filtros miniaturizados.
El corte con hilo de diamante resuelve estos problemas mediante un método de corte por contacto y de baja fuerza que utiliza un hilo ultrafino incrustado con abrasivos de diamante. El hilo está dispuesto en un bucle cerrado (hilo de diamante sin fin) y funciona a altas velocidades (hasta 80 m/s), lo que garantiza un corte limpio y continuo.
Entre sus principales ventajas figuran:
Mínimas astillas y defectos en los bordes debido a la baja tensión mecánica
Control estricto del grosor con tolerancias alcanzables de hasta ±0,03 mm
Superficies de corte lisas que reducen o eliminan la necesidad de pulido posterior
Versatilidad de los materiales, que soporta materiales infrarrojos frágiles como ZnSe, Ge, Si, CaF₂ y zafiro.
Anchura de corte reducidaminimizar la pérdida de material y mejorar el rendimiento
Este método es especialmente útil para cortar filtros IR finos utilizados en módulos de sensores compactos o pilas ópticas IR de precisión.
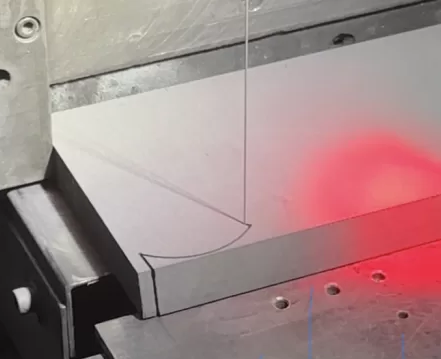
El proceso de corte comienza montando la pieza en bruto o el sustrato del filtro IR en una platina de precisión. En función de la geometría de corte deseada, la máquina puede programarse para cortes rectos, angulares o incluso contornos perfilados.
Los parámetros clave del proceso incluyen:
Diámetro del cable: Normalmente de 0,3 a 0,65 mm, dependiendo del grosor del material y de la calidad superficial deseada.
Velocidad del cable: Ajustable de 10 a 80 m/s para optimizar la velocidad de corte frente al daño superficial
Velocidad de avance: Más lento para filtros ultrafinos (hasta 0,1 mm), más rápido para piezas más gruesas
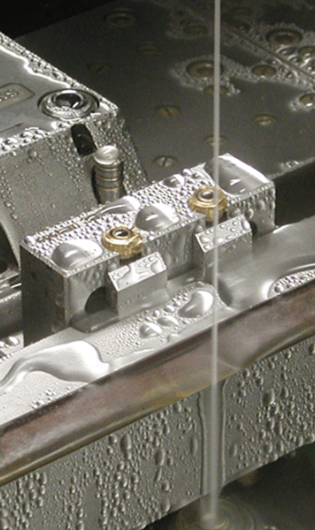
Corte en seco o en húmedo: Puede utilizarse agua o aceite mineral blanco en función del control del polvo y de la sensibilidad del material.
Muchos sistemas utilizados para óptica IR, como las máquinas de las series SG y SGR de Vimfun, incluyen funciones como el tensado automático, el corte controlado por CNC y la detección de rotura de hilo para garantizar la seguridad y la repetibilidad.
|
Método |
Ventajas |
Limitaciones |
|---|---|---|
|
Corte con hilo de diamante |
Alta precisión, bajo espesor de corte, baja tensión, astillado mínimo de los bordes |
Más lento que el láser en algunos materiales |
|
Corte por láser |
Rápido, sin contacto |
Provoca zonas afectadas por el calor, microfisuras y redeposición. |
|
Sierra de dados |
Común en la producción en serie |
Genera astillado y un corte más ancho |
|
Serrado mecánico |
Bajo coste |
Acabado superficial deficiente, precisión limitada |
El corte con hilo de diamante ofrece la mejor combinación de precisión, calidad superficial y compatibilidad de materialesespecialmente para la producción de bajo volumen, la creación de prototipos y los componentes IR especiales.
El corte de ventanas de filtro IR con hilo de diamante es adecuado para:
Componentes del objetivo de la cámara de infrarrojos
Módulos de detección térmica en sistemas de defensa y automoción
Sensores IR de diagnóstico médico
Filtros de detección de gases y espectroscopia
Óptica IR de calidad espacial con geometrías complejas
El método garantiza la se preserva la integridad óptica del materialque es esencial para mantener la precisión espectral y la eficacia de transmisión en la aplicación final.
Conclusión
A medida que las tecnologías ópticas superan los límites de la miniaturización y el rendimiento, corte de ventanas de filtro IR con hilo de diamante ofrece una solución escalable y precisa para la fabricación avanzada. El proceso minimiza los daños, preserva la integridad del material y ofrece resultados uniformes en una amplia gama de materiales IR frágiles.
Tanto si se trata de fabricar prototipos de filtros como de ampliar la producción de sensores especializados, el corte con hilo de diamante es la opción ideal para alcanzar los altos niveles de calidad exigidos en la óptica infrarroja moderna.